
1. Sapphire Processing Process
1.1 Sapphire Substrate Wafer Process
From the sapphire ingot to the final substrate sapphire wafer, it mainly includes the following steps: crystal growth → crystal pulling → head and tail truncation → rolling grinding → crystal rod orientation → slicing → chamfering and edge grinding → rough and fine grinding → CMP polishing. Each step needs to be equipped with different diamond tools to complete, the main tools are drills, grinding wheels, wire saws and so on.
Crystal Growth: using a crystal growth furnace to grow large and high-quality single-crystal sapphire.
Crystal Pulling: using a sapphire drill (high-precision diamond nesting drill) to pull out the sapphire crystal rod from the sapphire crystal;
Roll Grinding: use a diamond grinding wheel which is a resin bond or metal bond diamond grinding wheel to flatten the crystallographic direction of the crystal rod and grind the outer diameter to obtain precise outer circle dimensional accuracy. But now the rough grinding is generally a metal bond diamond grinding wheel, and the fine grinding is a ceramic bond diamond grinding wheel, and there are also companies that use resin bond diamond grinding wheels for rough and fine grinding.
Orientation: accurately locating the position of the sapphire ingot on the slicer, which is convenient for precise slicing processing;
Slicing: Use a diamond wire saw to cut the sapphire ingot into thin wafers;
Chamfering and edging: the edge of the wafer is trimmed into an arc shape with a metal bond diamond grinding wheel to improve the mechanical strength of the edge of the wafer;
Grinding: remove the wafer dicing damage layer caused by slicing and improve the flatness of the wafer. Divided into rough grinding and fine grinding, the abrasive products involved mainly include diamond grinding disc, diamond grinding fluid, diamond backside thinning grinding wheel, etc.;
Polishing: Using CMP polishing liquid to improve the roughness of the wafer, so that the surface can reach the epitaxial level precision of the wafer.
1.2 Packaging process
The epitaxial and encapsulation process mainly includes the following steps: substrate wafer → epitaxial wafer → evaporation and etching → heat treatment → backside thinning → grinding and polishing → scribing test → Fixing Crystal → wire bonding → Lineup encapsulation → cutting → testing. The abrasive products mainly involved in this process are diamond ultra-thin diamond cutting discs, diamond backside thinning grinding wheels, diamond grinding fluids, diamond polishing fluids, etc.
2. The introduction of super abrasives used in sapphire processing
2.1 High Precision Diamond Grinding Wheel
Diamond grinding wheels are most widely used in the processing of hard and brittle materials such as sapphire and silicon wafers. Different types of diamond grinding wheels are used from the processing of crystal rods to the roughing of wafers and then to finishing. Four representative grinding wheels are introduced below, which are crystal rod rounding diamon grinding wheel (Fig. a), thinning grinding wheel (Fig. b), plane grinding diamond grinding wheel (Fig. c), and diamond polishing wheel (Fig. d). The diamond particle size ranges from 100 mesh to 8000 mesh and the carcass material includes metal bond, resin bond and vitrified bond.

As mentioned above, the sapphire process also uses a large number of diamond grinding wheels. For example, the outer diameter grinding and crystallographic flat grinding mainly use resin bonded diamond grinding wheels. The rough grinding of diamond particle size is about 100 mesh, and the fine grinding of diamond grits size is about 200#. The resin bond has a certain elasticity, which plays a polishing role and the processed workpiece is of good quality. The chamfering grinding wheel is a metal bond diamond grinding wheel and the common size is 1FF1V/9 202*20*30*2.5. The metal base diamond grinding wheel has high toughness and strength, high groove precision, and long service life.
The rough grinding of the Sapphire window is processed by a ceramic bond diamond grinding disc (Fig. 1). Compared with the cast-iron disc processing method, it has the advantages of high processing efficiency, high precision, good grinding quality and long service life. In addition, products such as back-thinning grinding wheels (Fig. b) and diamond grinding fluids (Fig.2) are also widely used and have great market value.
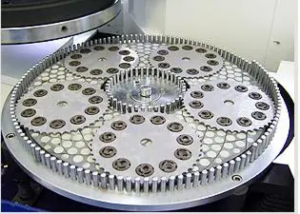

Fig.1 Fig.2
2.2 Diamond Ultra-thin Cutting Disc
The ultra-thin cutting blade (Fig. 3) is composed of diamond and binder to form a ring-shaped flake with a thickness between 0.015 and 0.3 mm. It can be divided into the metal-bonded diamond blade and resin-bonded diamond blade. The thickness of the metal bond electroplating blade is 0.015mm to 0.1mm, and the thickness of the metal bond hot pressing blade and the resin bond blade is 0.1mm to 0.3mm. Ultra-thin cutting wafers are widely used in the electronics industry to cut or slot various hard and brittle materials, such as silicon, germanium, gallium phosphide, gallium arsenide, gallium arsenide phosphide, ferrite, lithium niobate, tantalic acid Lithium, piezoelectric ceramics, optical ceramics, glass. It has the characteristics of high cutting accuracy, narrow slits, long service life and it needs to be installed on special equipment with a single blade or multiple blades at the same time.

Fig.3
2.3 High precision diamond core drill
The diamond core drill (Fig. 4) is mainly used for the processing of relatively expensive hard and brittle materials such as sapphire, which is mainly used for the processing of watch cases, optical glass, and LED substrates. And the precision of the drill is very high.

Fig.4
The manufacturing technology of trepanning drill bits includes ultra-thin annular tool bit manufacturing technology, high-precision welding technology and drill follow-up grinding technology. The quality of the ultra-thin ring cutter head plays a decisive role in the final use performance of the product. This technology includes a series of production processes and operating standards such as uniform mixing, fine granulation, standardized hot pressing and sintering, and mold release. High-precision welding technology is a key step to ensure drill concentricity and welding strength, including welding surface treatment, welding concentric adjustment, and standardized welding. The follow-up grinding technology of the drill bit can further improve the accuracy of the drill bit.
2.4 CMP Dresser
With the rapid development of the semiconductor industry, the size of electronic devices is reduced, and the surface flatness of the wafer is required to reach the nanometer level. Traditional planarization techniques can only achieve local planarization, but when the minimum feature size is below 0.25 μm, global planarization must be performed. At present, the only technology that can achieve global planarization is mechanical chemical polishing (CMP), which is to use chemical etching and mechanical force to smooth substrate materials such as wafers during processing.
The working principle of CMP is to fix the wafer on the bottom, and then place the polishing pad on the grinding disc, and the abrasive fluid composed of sub-micron or nano-abrasive particles and chemical solution flows between the surface of the wafer and the polishing pad. During polishing, the rotating polishing head is pressed against the rotating polishing pad with a certain pressure to flatten the wafer. Polishing pads are consumables and are generally made of polyurethane material with porous materials. The surface of the polishing pad must be regularly trimmed with a diamond conditioner called CMP conditioner to improve its life. The purpose of the CMP conditioner is to sweep over the pad surface to improve surface roughness and remove spent diamond slurry. The conditioner contains a stainless steel disc and a nickel-plated (CVD diamond layer) diamond grit, which size is about20 μm. (Figure 5).
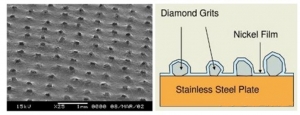 Fig.5
Fig.5
The polishing pad dresser is used for the topography modification of the polishing pad. The research on the dresser focuses on the size of the dresser, the size of the diamond particles, the density of the diamond particles, the arrangement method, the bonding method. The bonding method of diamond particles is the main research content, and it is required that while ensuring the life of the dresser, the diamond particles will not fall off, so as to avoid scratching the wafer.
There are many abrasive products used in the sapphire industry. Due to the high added value of sapphire workpieces, the corresponding diamond tools have high-performance requirements and must have good stability, which makes diamond tools more expensive and profitable.

